随着工业自动化技术的快速发展,选煤厂作为煤炭生产的重要环节,其装车过程的效率与准确性直接影响到企业经济效益和市场竞争力。基于PLC(可编程逻辑控制器)的商品煤动态自动定量装车系统,通过集成先进的软件开发技术,实现了装车过程的智能化和自动化,显著提升了选煤厂的生产管理水平。
系统开发的核心在于软件设计。采用模块化编程方法,结合PLC控制器,开发了数据采集、重量检测、车辆定位和控制执行等模块。数据采集模块通过传感器实时监测煤仓料位、皮带速度和装车重量,确保信息的准确性。重量检测模块集成高精度称重传感器,实现动态定量计量,误差控制在±0.5%以内,满足行业标准。车辆定位模块利用激光或超声波技术,自动识别车辆位置并调整装料口,避免洒落和浪费。控制执行模块则根据预设参数,自动启停装车设备,优化装车流程。
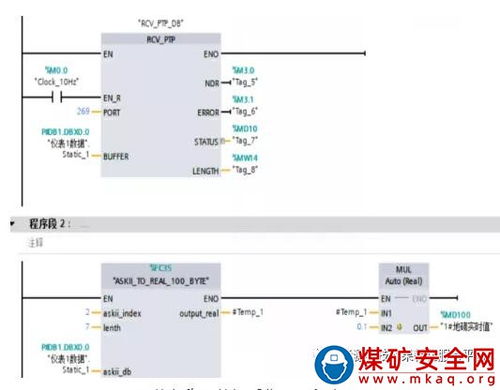
在软件开发过程中,应用了图形化编程工具如西门子TIA Portal或罗克韦尔Studio 5000,通过梯形图和结构化文本语言,实现了逻辑控制和人机交互界面的设计。系统软件具备实时监控、故障诊断和数据记录功能,操作人员可通过触摸屏或远程终端查看装车状态、调整参数,并生成报表,便于生产管理和数据分析。系统还集成了通信协议如Modbus TCP或PROFIBUS,实现与上位机管理系统(如MES或ERP)的无缝对接,提升整体信息化水平。
该系统的应用效果显著。在实际运行中,动态自动定量装车系统不仅提高了装车速度,平均单次装车时间缩短30%,还减少了人为操作失误,装车精度提升至98%以上。同时,系统降低了劳动强度,节约了人力资源,并通过对装车数据的分析,优化了煤炭配比和库存管理,助力选煤厂实现智能化转型。未来,随着物联网和人工智能技术的融合,该系统将进一步升级,实现预测性维护和自适应控制,为煤炭行业的高质量发展提供有力支撑。